Ievads procesā
Ekstrūzijas formēšana ir liešanas apstrādes metode ar daudzām izmaiņām, augstu produktivitāti, spēcīgu pielāgošanās spēju, plašu pielietojumu un vislielāko īpatsvaru plastmasas materiālu apstrādes jomā.
Ekstrūzijas liešanai ir nepārtraukti jāformē polimēra kausējums vai viskozs šķidrums caur noteiktu formu, kas atrodas ekstrūdera skrūves vai virzuļa ekstrūzijas darbības rezultātā. Iegūtās detaļas ir nepārtraukti profili ar nemainīgu sekcijas formu.

Ne visas termoplastiskās vielas var apstrādāt ar ekstrūzijas palīdzību.
Parastie pamatmateriāli ietver cietus materiālus un elastīgus materiālus.
Cietie materiāli: PVC, PC, PETG, ABS, PP, gurni, PMMA, LDPE, HDPE, POM, ASA, PA, as, EVA, PC + ABS u.c.
Elastīgi materiāli: PVC, TPU, TPE, Poe, TPR, TPV, TPEE utt
Tāpat kā ar iesmidzināto detaļu un alumīnija ekstrudēto detaļu dizainu, vienmērīgs sienas biezums ir ļoti svarīgs.
Ja plastmasas ekstrūzijas daļas sienu biezums ir nevienmērīgs, dažas detaļas ir biezas, bet dažas - plānas, kas padara matricā izspiestās plastmasas plūsmas ātrumu nevienmērīgu, kā rezultātā rodas atšķirīgi dzesēšanas ātrumi un galu galā detaļas deformācija.
Ja deformācija ir jākontrolē, jāpievieno papildu dzesēšanas procesi, lai samazinātu ražošanas līnijas efektivitāti un palielinātu ražošanas izmaksas.
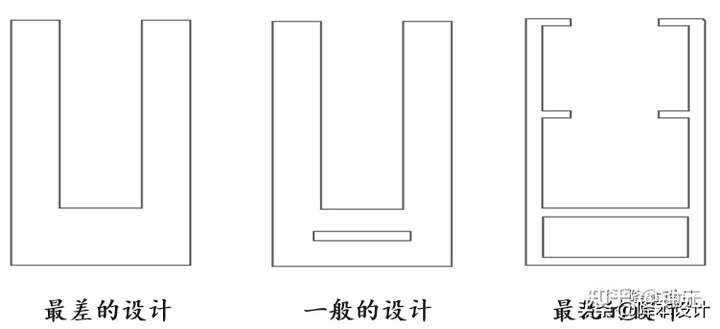
Tā kā plastmasas ekstrūzija ir nepārtraukts process, ekstrudētās daļas izturība ir zema, kad tā ir tikai izspiesta, un tā ir jāatbalsta ar gaisa spiedienu un stieni, lai saglabātu savu formu un izvairītos no deformācijas, bet doba daļa nevar nodrošināt atbalstu, un sarežģīto dobu struktūru var realizēt tikai atverot sadaļu.
Ekstrūzijas asais stūris kļūs par vāju ekstrūzijas punktu stresa koncentrācijas dēļ, kas ir pakļauta plaisāšanai vai sabrukšanai, un samazinās ekstrūzijas triecienizturību.
Ekstrudētajās daļās pēc iespējas jāizvairās no asiem stūriem, un asiem stūriem jāpievieno noapaļoti stūri. Filejas rādiuss ir vienāds ar izstrādājuma sienas biezumu, kas palīdz materiālam vienmērīgāk plūst ekstrūzijas procesā un samazina spriedzi kontūru stūros.
Ekstrūzijas asais stūris kļūs par vāju ekstrūzijas punktu stresa koncentrācijas dēļ, kas ir pakļauta plaisāšanai vai sabrukšanai, un samazinās ekstrūzijas triecienizturību.
Ekstrudētajās daļās pēc iespējas jāizvairās no asiem stūriem, un asiem stūriem jāpievieno noapaļoti stūri. Filejas rādiuss ir vienāds ar izstrādājuma sienas biezumu, kas palīdz materiālam vienmērīgāk plūst ekstrūzijas procesā un samazina spriedzi kontūru stūros.
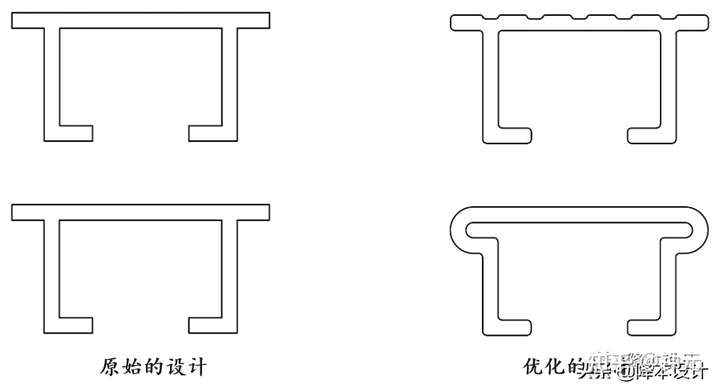
Vairāku sienu krustojumā parasti tiek veidotas vietas ar biezu sienu biezumu, tāpēc ir viegli radīt saraušanos un sliktu izskatu uz ekstrūzijas ārējās virsmas, kas ir ļoti līdzīga iesmidzināšanai.
Ja ekstrūzija ir izskata sastāvdaļa, no saraušanās var izvairīties vai to var aizsegt ar optimizācijas dizainu, kas parādīts attēlā.
Ja iespējams, pēc iespējas jāizvairās no stingrām pielaidēm garuma virzienā. Termoplastikas saraujas un izplešas līdz ar temperatūru, un plastmasas ekstrūzijas griešana kritiskā garumā var nevajadzīgi palielināt izmaksas.
Parasti pielaide ir + / - 5 mm uz 1000 mm garām ekstrūzijām. Protams, pielaides precizitāte ir saistīta ar garumu. Jo īsāks garums, jo augstāku precizitāti var sasniegt.
Ja iespējams, pēc iespējas jāizvairās no stingrām pielaidēm garuma virzienā. Termoplastikas saraujas un izplešas līdz ar temperatūru, un plastmasas ekstrūzijas griešana kritiskā garumā var nevajadzīgi palielināt izmaksas.
Parasti pielaide ir + / - 5 mm uz 1000 mm garām ekstrūzijām. Protams, pielaides precizitāte ir saistīta ar garumu. Jo īsāks garums, jo augstāku precizitāti var sasniegt.